Профилегиб для сайдинга: нюансы выбора и эксплуатации
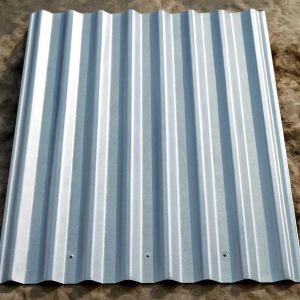
Сайдинг занимает нишу внешней облицовки благодаря сочетанию лёгкости и стойкости к циклам замораживания-оттаивания. За квадратный метр отвечает профилегибочная линия, задающая рельеф и замок, — своего рода холодный литейный стан, работающий без огня, но с миллиметровой точностью.
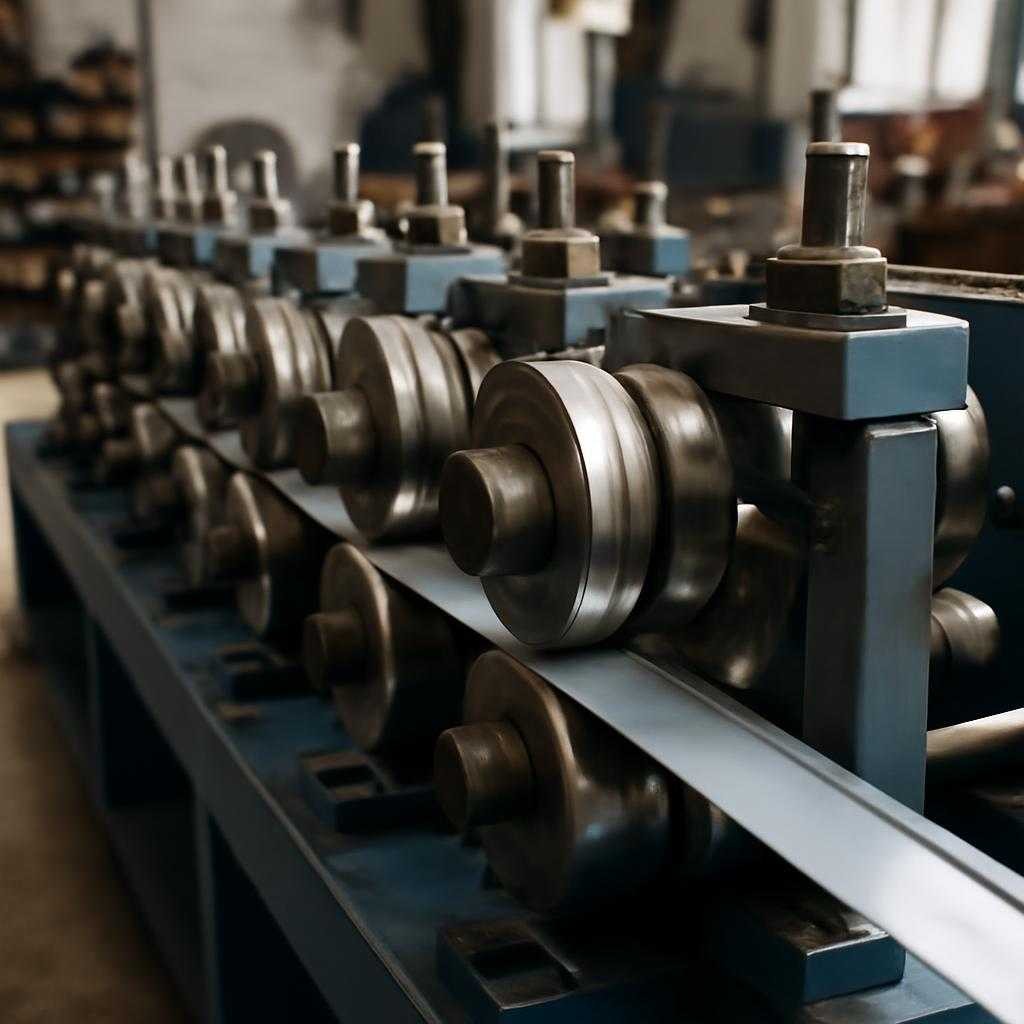
Конструкция линии
Рулон раскручивает гидравлический размотчик с конусным патроном и электромагнитным тормозом: равномерное натяжение оберегает кромку от гребневого излома. Вводный направляющий стол ориентирует полосу, удаляя биение до 0,2 мм. Сердце комплекса — каскад валков, фрезерованных из 40CrMo и закалённых токами высокой частоты до 58 HRC, твёрдый слой 3 мм противостоит абразивному износу на протяжении семи тысяч часов хода. Заканчивает цепочку летучая резка с сервоприводом, синхронизированная энкодером с последним валком, чтобы нож выходил на металл с нулевой относительной скоростью.
Критичные узлы
Шестерни привода работают в паре с планетарными редукторами, выдерживающими момент 4000 Н·м без всплеска вибраций. Быстрая перестройка профиля обеспечивается кассетной рамой: струбцинный зажим отжимается, каретка с другой группой валков переезжает за четыре минуты. Инженеры внедряют «баритонический» амортизатор — демпфер, поглощающий низкочастотный горн валков, снижающий акустическую нагрузку до 78 дБ.
Настройка и сервис
Калибровка начинается с проверки послана лазерным визиром: луч проходит по оси валков, отражаясь от зеркала на противоположном торце. Расхождение 0,5 мм переводит в микрометрические кольца под опоры. Давление гидро калибровки фиксируется манометром 12 МПа, его отклонение сигналанализирует о расстройке зазора или износе подшипников. Плановый сервис включает шлифовку валков через 1 мм снижения диаметра, анализ масляной трибологии по спектру изнашиваемого металла и составление «шум-карты» линии. Вибродиагностика выявляет расфазировку зубчатых венцов до появления бракованного износа.
Экономика производства
Линия с двадцатью проходами формует 25 м профиля за минуту. Отход при грамотной обрези не превышает 1,5 %. Смена ширины ленты с 250 до 300 мм происходит за десять минут без съёма валков, что сокращает незагруженное время до 3 %. При рыночной марже 1800 ₽ за квадратный метр капитальные затраты окупаются за пятнадцать недель трёхсменной работы.
Эпилог
Профилегибочная линия для сайдинга похожа на оркестр, где каждый валок — отдельный инструмент, добиться гармонии помогает точная настройка, своевременная профилактика и уважение к стали, которая запоминает вдоль каждой кромки малейший сбой. Разумный выбор оборудования вместе с грамотной эксплуатацией рождают профиль, вписывающийся в фасад без натяжки и подрезок.